公 司:滕州市威远机床厂
联系人:朱经理
手 机:13361109856
Q Q:1819838825
电 话:0632-5966211
邮 编:277500
网 址:www.wyskmc.com
邮 箱:wyskjc@163.com
地 址:山东省滕州市经济开发区
采用这些方法后,还做不到完全消除振动,甚至是无效的,就要考虑对速度调节器板更换或换下后彻底检查各处波形。
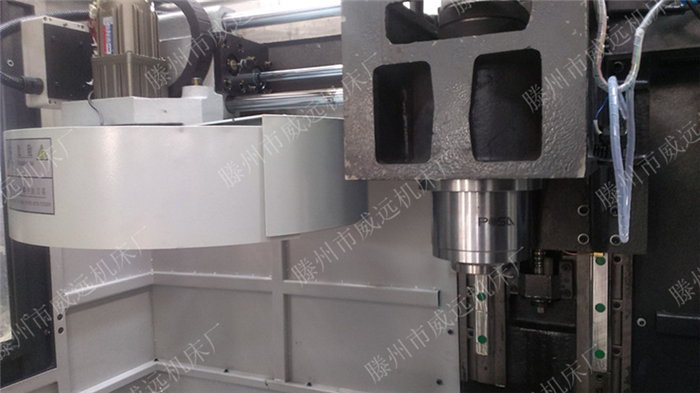
XK714数控铣床是山东生产的经济型数控铣床,也叫中小型数控铣。针对模具等机械行业设计的机床,具有高刚性、高可靠性、切削功率大的特点,气动换刀快捷、方便。主轴为伺服电机驱动。能够实现对各种盘类、板类、壳体、模具等复杂零件在一次装夹中完成钻、铣、镗、扩、铰、攻丝等多种工序加工,适合于小型零件的高效加工制造,对复杂、高精度零件的加工更显其优越性。本机床采用台湾主轴、台湾滚珠丝杠,日本NSK的轴承。运行速度快、精度高、操作方便。
1.XH714产品为X、Y、Z三轴伺服控制半闭环式立式加工中心,结构及外形尺寸紧凑合理,底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,在底座的内部分布着加强筋,滑座为箱体式结构,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保机床长期使用精度的稳定性,为机床性能的稳定性提供了保障。
2.主轴为伺服电机驱动,主轴轴承设计采用组合斜角滚珠轴承配置,能在高速下长时间维持主轴刚性,精度,寿命等,主轴头部设计,使用箱型机构,内部予以强化,刚性高,稳固,适合重切削。能够实现对各种盘类、板类、壳体、模具等复杂零件在一次装夹中完成钻、铣、镗、扩、铰、攻丝等多种工序加工,适合于小型零件的高效加工制造,对复杂、高精度零件的加工更显其优越性。
3.立柱与底座的接触面积大,立柱采用蜂窝式结构,除了提升结构体之抗扭刚性外,且能有效提升低频结构共振,确保最佳稳定性。立柱底部为A字形跨式结构,结合大箱体底座,大幅减轻重切削时机身的振动;
4.采用全自动润滑系统,电脑程序控注油时间,方便看油表及油的添加,确保机台精度及寿命。
5.符合人体工学原理设计的操作箱,可作0-90°之回转,提供工作调整的方便。操作箱附分离式手轮,提升校对之方便性。
1.我厂已有二十多年的生产经验和历史,本厂的规模、产品质量、生产技术在同行业中享有盛誉,产品出厂前都经过严格的检验和反复的测试,合格后方予出厂。
2.本厂是自产自销的生产加工型企业,产品丰富,品质优良,价位低,诚邀全国各区域商家合作,保证厂商双赢!
3.商品种类繁多、锁粹,未能逐一上架,有其他配置需要的、或有特殊要求、需要订造的朋友,可以直接联系我们,具体事项可以协商沟通。
4.机床采用高强度球墨铸铁为铸造材料,保证机床机身的强度及稳定。
5.所有零部件均采用名牌厂家生产,并严格要求设备的精密程度。
6.所有导轨面全部高频淬火处理,设备的耐磨性及强度加强。
7.铣床,钻铣床 均采用控制面板方式控制,操作简单,明了。
8.机床电器,电机保证全部名牌电器厂家,电机为纯铜电机。
9.齿轮部分保证不断齿不打齿,我们均采用渗碳齿轮厂家质保
10.我厂所有设备保修1年,设备重大质量问题一律执行国家三包政策。
项目
单位
XK714
X轴行程
mm
700
Y轴行程
mm
400
Z轴行程
mm
450
主轴鼻端至工作台面距离
mm
120-570
主轴中心至立柱导轨距离
mm
475
快速移动(X/Y)
mm/min
12000
快速移动(Z)
mm/min
10000
三轴切削进给速度
mm/min
1-4000
工作台尺寸
mm
830*400
工作台最大承重
kg
350
工作台T型槽数/宽度/间距
3/18/100
主轴转速范围
r/min
8000
主轴伺服电机功率
kw
5.5
主轴孔锥度
BT40
主轴直径
mm
120
定位精度
mm
±0.0075mm
重复定位精度
mm
±0.006mm
机床重量(约)
kg
4500
外形尺寸(长*宽*高)
mm
2700/2200/2400
标准配置
★ 系统:台湾新代系统10B-SEP 绝对值编码器,开机不需要回零,支持四轴联动。
★ 三轴电机:日本安川伺服电机 Z轴含抱闸。
★ 主轴:台湾健椿隆 高刚性、高精密、高速主轴单元
★ 丝杆:台湾律廷高精度直径40精密3级滚珠丝杠。
★ 轴承:日本NSK高精密滚柱丝杠专用轴承
★ 打刀缸:台湾尚品
★ 丝杠螺母:台湾高精密锁紧螺母
选配部件:
动力头:可选装机械头、高速炮塔头
系统:北京凯恩帝、日本三菱、日本FANUC(发那科)、德国西门子等。
刀库:圆盘(机械手)刀库
第四轴、第五轴等。
1、加工零件时,必须关上防护门,不准把头、手抻入防护门内,加工过程中不允许打开防护门;
1.班前保养
(1)开车前检查各油池是否缺油,并按照润滑图所示,使用清净的机油进行一次加油。
(2)检查电源开关外观和作用是否良好,接地装置是否完整。
(3)检查各部件螺钉、像目、手柄、手球及油杯等有无松动和丢失,如发现应及时拧紧和补齐。
(4)检查传动皮带状况。
(5)检查电器安全装置是否良好。
2.班中保养
(1)观察电机、电器的灵敏性、可靠性、温升、声响及震动等情况。
(2)检查电器安全装里的灵敏和可靠程度。
(3)观察各传动部件的温升、声向及震动等情况。
(4)时刻检查床身和升降台内的柱塞油泵的工作情况,当机床在运转中而指示器内没有油流出时,应及时进行修理。
(5)发现工作台纵向丝杠轴向间隙及传动有间隙,应按说明要求进行调整。
(6)主轴轴承的调整。
(7)工作台快速移动离合器的调整。
(8)传动皮带松紧程度的调整。
3.班后保养:
工作后必须检查、清扫设备,做好日常保养工作,将各操作手柄(开关)置于空档(零位)拉开电源开关,达到整齐、清洁、润滑、安全。
定期保养
1.每3个月清洗床身内部、升降台内部和工作台底座的润滑油池、用汽油清洗润滑油泵的游油网,每年不少于两次。
2.升降丝杠用二硫化铝油剂每两月润滑一次。
3.机床各部间隙的调整:
(1)主轴润滑的调整,必须保证每分钟有一滴油通过。
(2)工作台纵向丝杠传动间隙的调整,每3个月调整或根据实际使用情况进行调整,要求是传动间隙充分减小,丝杠的间隙不超过1/40转,同时在全长上都不得有卡住现象。
(3)工作合纵向丝杠轴向间隙的调整,目的是消除丝杠和螺母之间的传动间隙,同时还要使丝杠在轴线方向与工作台之间的配合间隙达到最小。
(4)主轴轴承径向间隙的调整,根据实际使用情况进行调整。
4.工作台快速移动离合器的调整要求
(1)摩擦离合器脱开时,摩擦片之间的总和间隙不应该少于2~3mm。
(2)摩擦离合器闭合时,摩擦片应紧密地压紧,并且电磁铁的铁芯要完全拉紧,如果电磁铁的铁芯配合得正确,在拉紧状态中电磁铁不会有响声。
合同签订时注明运费负责方,发货时原则上以发本地物流车优先(速度快,一般实行供方到需方点对点服务),对于质量小及物流不好配货的的机床发华宇、德邦或物流,具体事宜电话联系。
本公司本着“质优为先、管理为本、客户至上、持续发展”的方针,坚持以人为本,开拓创新,精益求精的管理理念,用一流的人才,一流的技术,一流的管理为广大客户提供优质的产品,让客户买得 称心、用得舒服、用后放心,特向国内外新老用户承诺如下:
一、严格按国际质量体系认证标准来规范我们的产品设计、制造、安装、售后服务行为,公司始终坚持“一流的的管理、生产一流的产品、提供一流的服务”现已形成铸造、加工、安装、调试于一体的一条龙生产格局,公司拥有完善的售后体制并能承接国内外机床设备的维修以及改造升级,承揽各种专用机械的设计制造,并可充分满足客户的个性化要求定制,用我们的真诚、热情、执着和追求,全心全意为客户奉献最佳的设备配置方案一流的产品质量,周到的 安装、维修服务。
二、为方便客户及时传递安装、维修信息,我司的售后服务热线:0632-5966211,欢迎随时拔打垂询。
三、为保证在第一时间内赶到安装、维修现场,我公司司已为之建成了体系完整、功能齐全的密集型销售、售后服务网络。保证在最短的时间内为您解除后顾之忧。
四、我公司对售出产品的“三电四十八”服务规定是一年保修、终身维护。出现影响使用故障的设备。保证3小时内电话回复,电话中解决不了的48小时内到达用户现场维修。
五、热忱欢迎广大新老用户,以一次合作、终身为友为信条,经常向我们提供产品设计、产品质量和售后服务方面的改进方案和建议。以上各点售后服务承诺,我们一定信守诺言,言必行、行必果。我们将与广大客户共创双赢!
公 司:滕州市威远机床厂
联系人:朱经理
手 机:13361109856
Q Q:1819838825
电 话:0632-5966211
邮 编:277500
网 址:www.wyskmc.com
邮 箱:wyskjc@163.com
地 址:山东省滕州市经济开发区
XK714数控铣床













2、加工过程中,操作者不得擅自离开机床,应保持思想高度集中,观察机床的运行状态。若发生不正常现象或事故时,应立即终止程序运行,切断电源并及时报告指导老师,不得进行其它操作;
3、严禁用力拍打控制面板、触摸显示屏。严禁敲击工作台、分度头、夹具和导轨;
4、严禁私自打开数控系统控制柜进行观看和触摸;
5、操作人员不得随意更改机床内部参数。实习学生不得调用、修改其它非自己所编的程序;
6、机床控制微机上,除进行程序操作和传输及程序拷贝外,不允许作其它操作;
7、数控铣床属于大精设备,除工作台上安放工装和工件外,机床上严禁堆放任何工、夹、刃、量具、工件和其它杂物;
8、禁止用手接触刀尖和铁屑,铁屑必须要用铁钩子或毛刷来清理;
9、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位;
10、禁止加工过程中测量工件、手动变速,更不能用棉丝擦拭工件、也不能清扫机床;
11、禁止进行尝试性操作;
12、使用手轮或快速移动方式移动各轴位置时,一定要看清机床X、Y、Z轴各方向“ 、-”号标牌后再移动。移动时先慢转手轮观察机床移动方向无误后方可加快移动速度;
13、在程序运行中须暂停测量工件尺寸时,要待机床完全停止、主轴停转后方可进行测量,以免发生人身事故;
14、机床若数天不使用,则每隔一天应对NC及CRT部分通电2-3小时。
15、关机时,要等主轴停转3分钟后方可关机。







 附件下载
附件下载